
今まで多くのページを割いて『商品の特徴と革の違いによる関係性』を紹介して来ましたが、商品の特徴として現れるのは勿論 “革” だけでなく “職人の拘り” によっても現れてきます。
このページでは、革製品初心者の方から、玄人の方まで親しみやすくでも奥深い “縫い” について紹介していきたいと思います。
縫いについてよく言われるのは、「手縫いとミシン縫いどっちがいいの?」ではないでしょうか?
結論、好みの問題!です!!で終わってしまうのですが、ここではその違いをいくつか紹介して、好みの参考にしていただければと思います。
蛇足ですが、私は手縫いが好きです。見た目の雰囲気だけでなく、”太めの糸(番手の低い糸)が手に触れる感触が好き” とでも言うのでしょうか、、と通ぶってみたりもします。
手縫いとミシン縫いの大まかな違い
手縫いは一目で人を魅了する力強いピッチが魅力です。一方ミシン縫いは繊細でスタイリッシュな雰囲気を際立たせます。


なぜ、手縫いが太めの糸になりがちで、ミシン縫いが細い糸になりがちか?実は理由があるんです。
手縫いの糸はなぜ太くなりがち?
小学校で雑巾を縫う授業があったのを覚えていらっしゃいますでしょうか?(もしかして令和の今はないのかもしれませんね?)
針に糸を通し、直接雑巾に針を刺して縫い始めていくと思います。
しかしながら、革はそうはいきません。
革は厚くて硬いので針が通りません。
そこで、革に縫い穴をあけてから糸を通します。
この穴をあけるための道具を「菱目打ち」といい、その名の通り菱型の穴があきます。(丸い穴があくわけではありません)菱形のおかげで縫い糸がきれいに見えます。

菱目打ちにも種類があります。
「目数」と「ピッチサイズ」ですね。
目数とは一度にいくつの穴が開けられるか?であり、写真の場合ですと2個ですね。
菱目打ちは目数の分だけ一度に縫い穴をあけられます。
目数が多いほど手間がかからないので便利ですが細かな箇所の穴あけや曲線部分の穴あけができません。写真のような細かな箇所や曲線部の穴あけは目数の少ない2本目数の菱目打ちを使い、直線部分は4本目数の菱目打ちを使うといった感じで使い分けていきます。
一方、ピッチサイズとは、穴と穴の間の間隔のことです。
バランス的には革が薄く財布やキーケースなどの小物には3mmピッチを、革が厚く大きなバッグを作る場合には5mmピッチを使う場合が多いとされています。
さて、ここでお気づきでしょうか?
手縫いは一針一針手で縫っていくことになります。人間ですから少しは楽をしたいというもの。目数が多く、ピッチ数が大きい方が縫う回数が少なくて楽ではないですか?
使用する糸の太さはピッチが狭いときは細い糸を、ピッチが大きいときは太い糸を選んだ方が見た目にのバランスがいいものです。また菱目打ちによって大きな穴があくため細い糸を使うと穴が目立ってしまいます。(点線ーーーではなく、●ー●ー●ー●のような見た目になってしまう)
そういったことからも手縫いは太めの糸(番手の低い糸)にて製作されることになります。
一方、ミシン縫いは糸が細めです。というのも、糸の太さには限界があるからです。
糸が太くなるということは針も太くなります。ところがミシンは規格が決まっているため太い針を使用できるミシンは高価でごく一部のミシンのみに限られてきます。
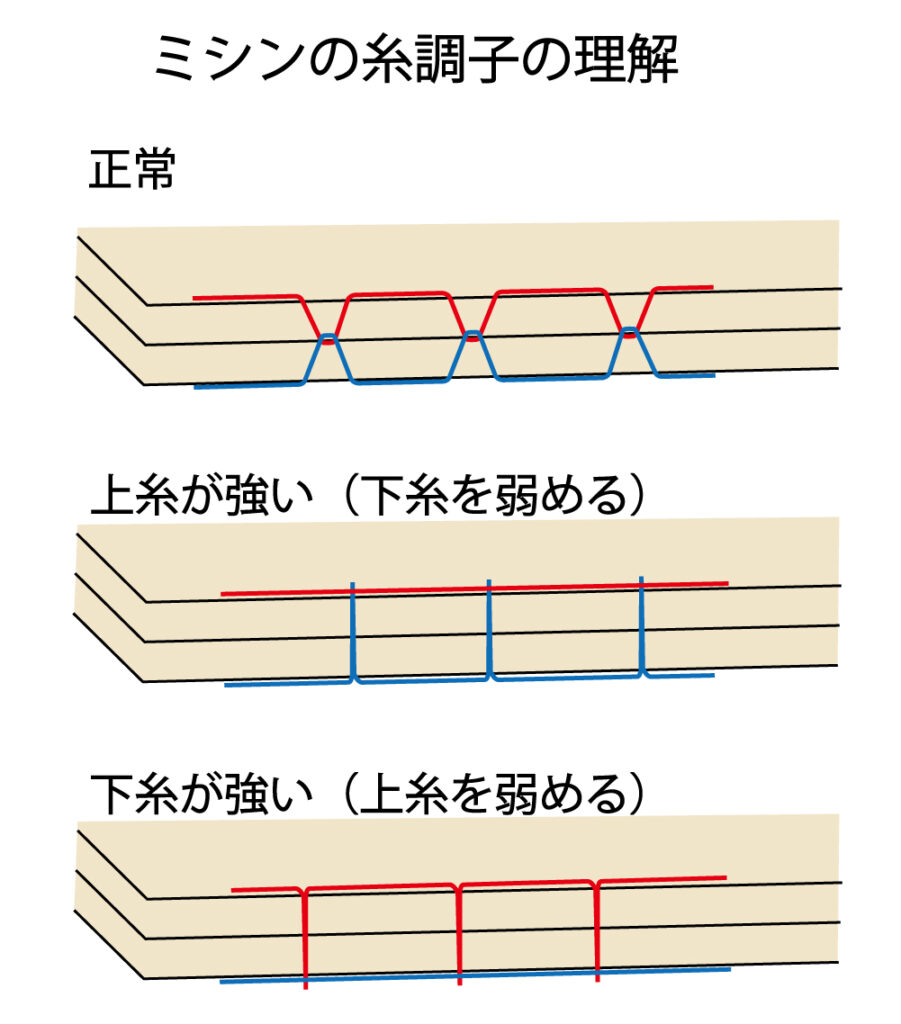
また太い糸ほど糸調子(上糸と下糸の強さを均等に保つこと)をとるのが難しくなるという難点もあります。
こういった理由からミシン縫いは細い糸を使わざるを得ないのです。
手縫いは本当に丈夫?
縫い方の構造上やはり丈夫です。
前述のとおり、手縫いは菱目や目打ちといった道具を使い、予め縫い穴をマーキングした後に縫い始めます。
一本の糸の両端に縫い針を付け、クロスするように縫い進めます。
つまり、手縫い目の断面を見ると(革を横から見ると)、上下でX(クロス)されている構図になります。このX(クロス)が強度を保ちます。
さらに手縫いはこのX構造に加えて、人の手による不均等な力が違う方向にひとつひとつ掛かっている為、縫い目がある程度独立しており無理に解こうとしても困難なほど、ほつれに強い性質を持ちます。
不均等ゆえに一部が破損しても全体に影響しません。

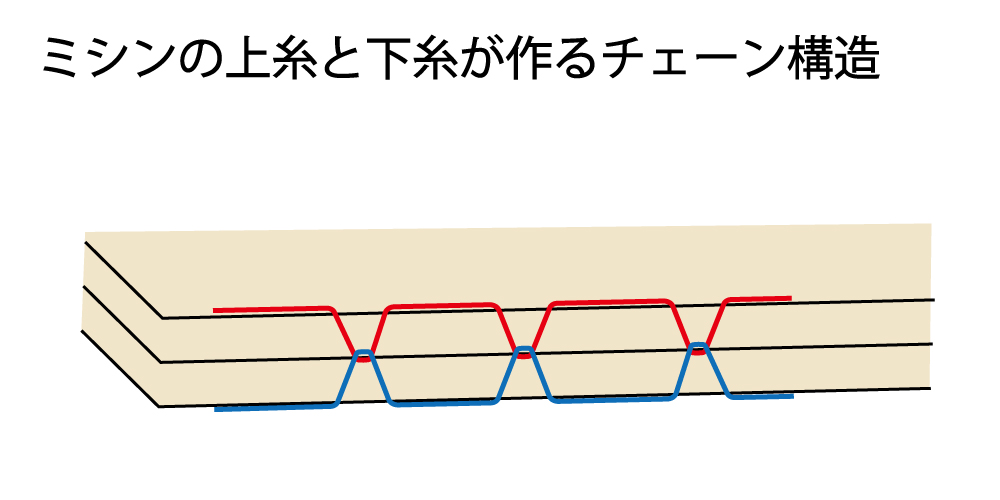
一方、ミシンは上糸と下糸が分かれており、上糸が下糸を拾い、結節点と呼ばれる “ねじれ” を作ることで縫い目を作っています。
一針一針縫い目を引き締めてから次の縫い目に移る手縫いと異なり、ミシンは次の縫い目に針を落としている時はまだ前の縫い目は締まりきっていない為、ミシン縫いは隣の縫い目と影響し合い、絶妙なバランスを保って成り立っている構造です。つまり、どこかひとつが均一性を損なえばそれは全てに影響しほつれを生んでしまいます。手と手を繋ぎあうチェーン構造のようなイメージですね。部分的な破損が全体に多大な影響を及ぼしてしまいます。
これが、ミシン縫い=ほつれ易い=丈夫さに疑問符 と言われてしまう原因です。
手縫い製品は高級品なの?
見た目のインパクトそのままに手縫いは高コストです。
ミシンであれば数十秒で縫い上げてしまうパーツも手縫いだと何十分もの時間を要します。
ですから製造時間=人件費=製造原価 とすれば製品原価の多くの部分を人件費が占めている構図になろうかと思います。
では、ミシン縫いは低コストか?ということですね。
文面にすると一見さっと縫って低コストに見えますがやってみると以外と簡単にはいきません。
お仕事で「マニュアル作っといて~」って言われたことないでしょうか?
「マニュアル作ってる暇あったらさっさとやった方が早くないですか~??」
家族のような小さな工房であればこんな会話が続くことも想像ができます。
そうなんです。手縫いは穴あけてマーキングしてその穴に沿って縫う。語弊がありますが簡単なんです。ミシンが高価でありレザークラフト初心者が手が出せないというのもありますが、技術的に見てもミシンよりも手縫いの方がとっつきやすくて品質も担保しやすいのです。
一方、ミシン縫いは、ミシンの操作方法、上糸・下糸などの基本的な構造の理解、糸調子、ピッチ、送りスピード、手回し、そもそもミシン選び、、などなど形にするまでの多大な時間と知識、ノウハウを必要し、出来上がりも熟練度によって差が出てしまいます。
会社としてミシン縫いを採用し合理化を図るには、先ほどの “マニュアル作り” “平準化” が避けて通れません。
オートメーション化、簡単に言うけれども仕組み化するまでの準備にかかるコストを考えると決して手縫いだけが高コストだとはいいきれないのではないでしょうか。
個人経営から組織経営への脱皮の難しさを、手縫いからミシン縫いへの脱皮に置き換えて語っても決して飛躍ではないと思います。
ミシン縫い製品には、そこに至った膨大な準備と人の努力があることを忘れてはいけません。
糸の番手とは?
もうすでに、番手の大きい糸とか小さい糸とか “番手” という言葉が何度も出てまいりましたが、要は数字が小さい糸は太くて、数字が大きくなるにつれて細くなっていくということです。
なんか数字が大きくなる程太くなる方がスッキリするというか、感覚的には逆では?と思うのですが、背景としては下記のルールがあるようですね。
1kmの長さで1kgを作れる糸を「1番手」とし、2kmの長さをもってようやく1kgとなる糸は「2番手」とする。3kmの長さで、、、(以下略)
つまり、少ない長さで1kgに早く到達する糸はそれだけ質量が大きい、つまり太い糸。
1kgつくるのに2kmもの長さを必要とする2番手は細い糸。ということになります。
これだけ聞いてもまだシックリきませんが、、、でもそういうことだそうです。汗
カジュアルなオーダーメイドショップ


コメント